Одна голова хорошо а две лучше!!
Кратенько с фотографиями и примерами про преимущества и мелкие трудности FDM печати на принтере с двумя головами.
Одна голова хорошо а две лучше!!
Кратенько с фотографиями и примерами про преимущества и мелкие трудности FDM печати на принтере с двумя головами.
Первое очевидное преимущество, последовательная печать разными цветами или материалами.
Выбрал материал -> выбрал цвета -> нарезал модель -> протёр стол -> запустил печать -> проконтролировал первый слой -> получил готовое изделие, это в теории, на практике печать FDM о_очень неспешный процесс.
Рамка-пазл для фото (ссылка) печатается долго, и чтобы не ждать окончания печати до полуночи поручил запуск печати сыну.
Вечером подготавливаю принтер, днём сын приходит из первого класса и запускает принтер на печать, контролирует первый слой, присылает фото, можно сказать у меня принтер с дистанционным управлением по ватсап).
Прихожу с работы я в аккурат к началу укладки узора.
На первых паре деталей были трудности с началом печати второй головой, но потом поправил модель, и дело пошло в полностью автоматическом режиме с дистанционным управлением.
Немного освоив печать левой и правой головами по отдельности решил начинать освоение параллельной печати.
Преимущества данного метода для меня очевидно:
1. За одно и тоже время получается в два раза больше изделий.
2. На единицу изделия износ Y и Z в двое меньше, износ рельсы Х более равномерный.
3. Расход электричества существенно меньше, чем последовательная печать того же количества деталей.
Для начала освоения процесса как раз вовремя назрела необходимость печати десятка несложных тестовых деталей по работе.
Сделав несколько подходов к принтеру) пришло осознание, что параллельная печать это вам не просто пара кликов мышкой в разных местах.
Обратился за консультацией к Виталию.
Для подготовки Gcodа для параллельной печати Виталий рекомендовал использовать слайсер Slic3R и прислал тестовый код.
Закинул код на флешку, запустил шайтан машин, Dragon корректно отработал все команды.
Потыкал мышкой Slic3R, печалька, с а'нглицким у меня не очень (а ведь говорили балбесу, учи, пригодится!!!).
В общем решил немного вникнуть в Gcod код, благо настройки параллельной печати находятся в первых строках тела кода, и незнакомых слов букв значительно меньше чем в Slic3R.
Пара вечеров изучения десятка команд G кода, анализ тестового кода от Виталия и решение найдено.
Вариант 1:
В Cure размещаем модель на левой половине стола по ширине и нарезаем для левой головы.
Далее в меню принтера выбираем параллельную печать, запускаем Gcod, и процесс пошёл!!
Фото меню принтера
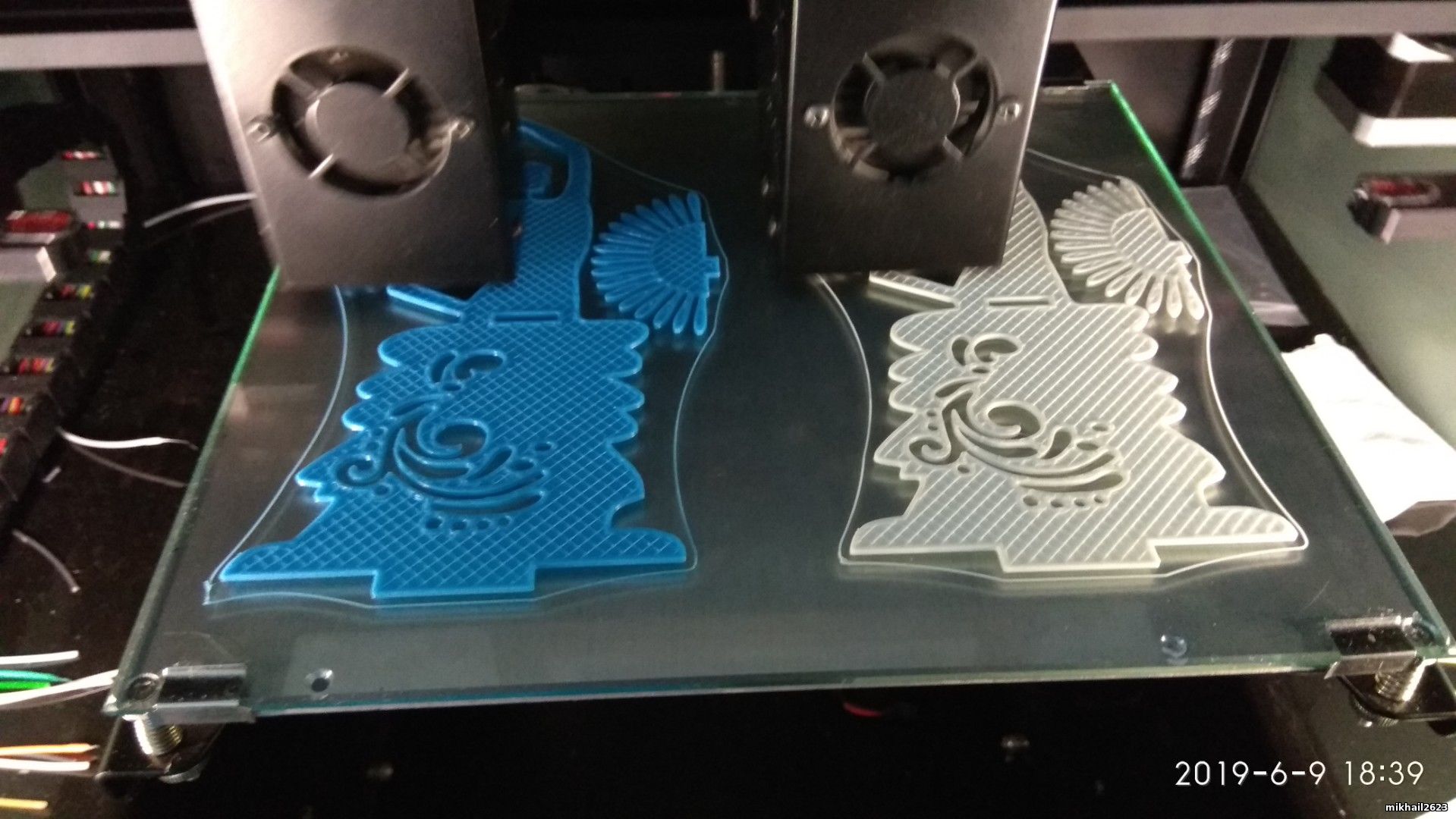
На фото ниже детали из PETG от bestfilament, оба экструдера заряжены материалом с одной катушки, это важно.
Вариант 2:
Ручками правим пяток строк Gcodа из первого варианта, и без лишних телодвижений и вопросов Dragon начинает печать.
Материал PLA от bestfilament.
Фрагмент кода после правки с пояснениями, может кому интересно.
;Generated with Cura_SteamEngine 4.1.0
;----
M190 S50; Включить и ожидать нагрева стола до 50°,
ждать нужно для прогрева стекла на столе до начала печати
M104 S210; задать температуру экструдера левого 210°
M104 S210 T1; задать температуру экструдера правого 210°
G28 Z0 Y0; Домой Z, потом Y
M280 S1; Set servo position; Установка положения сервопривода (2 голова в копию)
G0 X40.0 Y5.0 Z40 F2400; поднять стол на Z40, левую голову переместить на X40.0 Y5.0
(правая голова жёстко привязана по Х на +125мм), скорость F2400
G4 P0; ожидание, Р - время в миллисекундах, использовать при необходимости
M109 S210; задать и ожидать, пока температура экструдера достигнет--- левого 210°
M109 S210 T1; задать и ожидать, пока температура экструдера достигнет--- правого 210°
M82; absolute extrusion mode
G92 E0; Отсчёт филамента установить на ноль
G1 F600 E2; выдавить 2мм филамента
;----
G92 E0; Отсчёт филамента установить на ноль
G92 E0; Отсчёт филамента установить на ноль
G1 F600 E-1; вернуть 1мм филамента
Далее основное тело кода
;LAYER_COUNT:10
;LAYER:0
M107
G0 F2400 X14.2 Y12.071 Z0.3
;TYPE:SKIRT
G1 F300 E0.01663
G1 F600 X14.507 Y11.786 E0.03753
Перефразируя известную поговорку: гладко было в Gcodе, а по факту имеем пластик разного цвета, немного разного диаметра, и начинаются проявляться разные неожиданности и интересности.
Пруток, который на пару соток толще, начинает создавать на верхнем слое бугристость и наплывы.
Из меню принтера можно уменьшить коэффициент подачи пластика, но этот коэффициент один на оба экструдера, и при существенном уменьшении, на второй детали становится заметна недоэкструзия.
Второй момент - это стекло на столе.
Стекло это конечно хорошо, оно ровное, в теории, и когда холодное.
При нагреве стола стекло немного "волнуется" у меня приблизительно на десятку.
В результате, при печати почти на всю рабочую область, местами появляется облой, который приходится удалять ручками, что не есть гуд в наш век технологического прогресса, нано технологий и полётов человека в космос.
В процессе удаления облоя, размышляя на тему этого рукоблудства, пришёл к простому решению, при возможности закладываю фаску/радиус 0.4 на стороне детали ложащейся на стол.
В результате облоя практически нет, а есть небольшая фаска, немного неровная, но это гораздо эстетичнее чем торчащий заусенец.
Одна из последних напечатанных моделей - салфетница Кармен (ссылка).
На её примере опишу некоторые мои настройки слайсера Cura. На принтере оба сопла имеют диаметр 0.4 и пруток 1.75.
Для сокращения времени печати освоил печать высотой слоя 0.3мм, шириной линии 0.5мм, ширина линии заполнения 0.4мм.
Скрин профиля печати.
Когда добрался до печати тяжёлой подставки для салфетницы Кармен, стенки которой печатаются в режиме вазы, стенка толщиной 0,5мм, мне показались тонковата, задал ширину внешней стенки 1мм.
Деталь стала выглядеть существенно прочнее, но немного потерял в скорости печати.
Сомневаясь в надёжности спекании слоёв при увеличении ширины линии, я немного уменьшил скорость печати.
Фото того, как это выглядит в процессе
Верхнюю и нижнюю части подставки печатал с одинаковым настройками.
Верхнюю часть немного доработал, зазор между телом Кармен и подставкой в пол миллиметра мне кажется избыточным, поправил немного модель, зазор уменьшил до 0.1 мм, собирается и выглядит нормально.
Показал девчёнкам, девочкам очень понравилась салфетница, но очень не понравилась цена.
В итоге мы договорись, девочкам няшка, мне удовольствие....
не то о котором некоторые подумали!!
Удовольствие от процесса...печати)
Погрузившись в процесс получения удовольствия, я немного увлёкся, и вот
На фото они не все, несколько салфетниц уже радуют взор своих хозяек.
Подводя итог начала освоения параллельной печати, я удовлетворен процессом, да и принтер проявил заложенные в него функциональные возможности.
Если есть вопросы пишите, отвечу в меру сил, мне не трудно.
В памяти маячит какой-то конкурс, ниже хештеги для него.
#bestfilament
#CyberDragon